


Wat is TBM-productie en waarom is het belangrijk?
TBM-productie verwijst naar de engineering en productie van tunnelboormachines: enorme, zeer gespecialiseerde apparaten die worden gebruikt om tunnels uit te graven door rotsen, grond, klei en gemengde bodemomstandigheden. Deze behoren tot de meest complexe machines die ooit zijn gebouwd en combineren geavanceerde werktuigbouwkunde, hydraulica, elektronica en materiaalkunde in één enkel geïntegreerd systeem dat een gewicht kan hebben van een paar honderd ton voor een kleine utiliteitstunnelmachine tot meer dan 7.000 ton voor een metro- of snelwegtunnelproject met een grote diameter. Het productieproces van tunnelboormachines is niet hetzelfde als het produceren van de meeste industriële apparatuur; elke machine is in feite een op maat gemaakt project dat is ontworpen om te voldoen aan de specifieke vereisten op het gebied van geologie, diameter, uitlijning en bekleding van een enkel tunnelcontract.
De mondiale vraag naar TBM’s is al tientallen jaren gestaag gegroeid, gedreven door enorme infrastructuurinvesteringen in metrorailsystemen, wegtunnels, watervoorziening- en rioleringsinfrastructuur, waterkrachttunnels en ondergrondse logistieke netwerken. Steden van Londen tot Mumbai tot Los Angeles maken actief gebruik van TBM's om ondergrondse infrastructuur aan te leggen zonder het leven aan de oppervlakte te verstoren. Deze vraag heeft een mondiale concurrentiepositie gecreëerd TBM-productie De industrie wordt gedomineerd door een handvol grote fabrikanten die in staat zijn machines op maat te leveren die zijn ontworpen en gebouwd met buitengewone precisietoleranties en binnen contracttermijnen die wel 18 maanden of langer kunnen bestrijken.
Soorten tunnelboormachines en hoe ze allemaal anders worden vervaardigd
De productie van TBM's is niet één enkel productieproces; het is een familie van verwante maar duidelijk verschillende machineontwerpen, elk ontworpen voor specifieke terreinomstandigheden. Het type TBM dat voor een project wordt gekozen, bepaalt fundamenteel de omvang van de productie, de componentspecificaties en de complexiteit van de assemblage.
Hard Rock TBM's (Gripper TBM's)
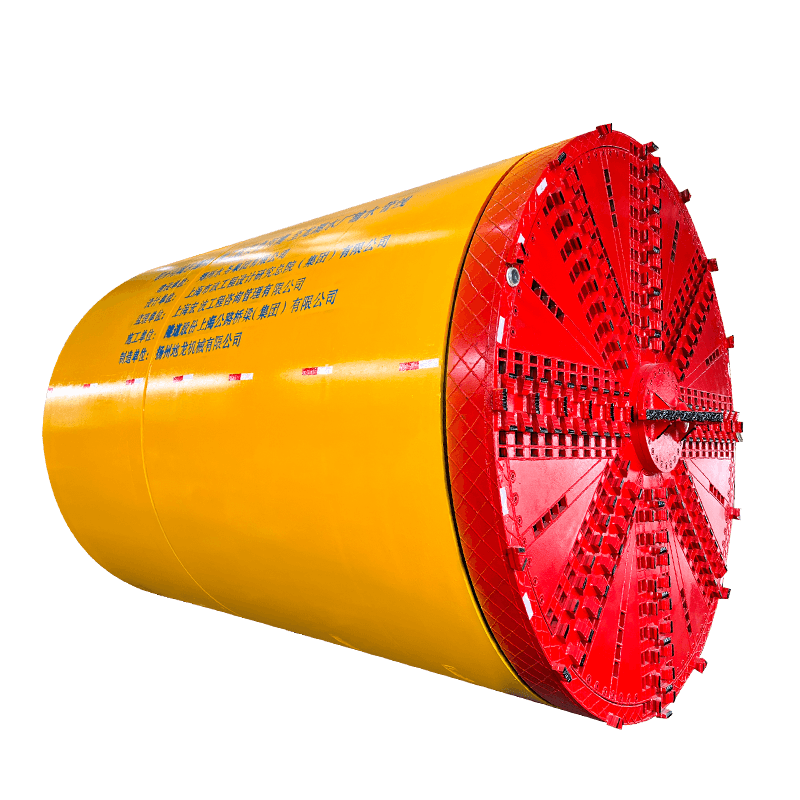
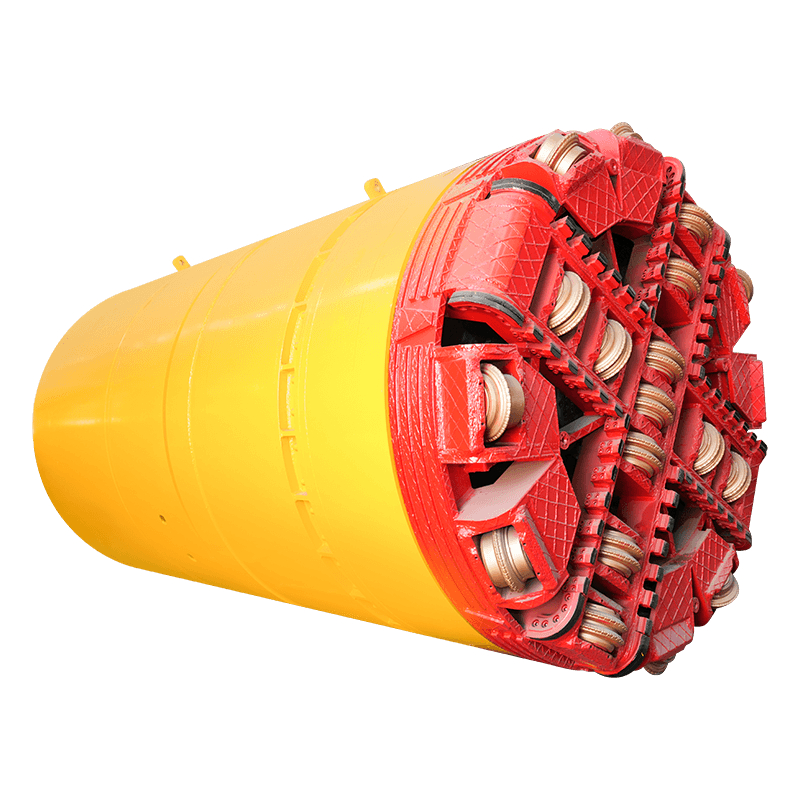
Grijper-TBM's zijn ontworpen voor het tunnelen door vast, competent gesteente zoals graniet, basalt en kalksteen. De machine beweegt zich voort door de roterende snijkop tegen de rotswand te duwen, terwijl hydraulische grijpers zich zijdelings uitstrekken om tegen de tunnelwanden te steunen, waardoor de reactiekracht wordt geleverd die nodig is voor voorwaartse stuwkracht. Bij de vervaardiging van een grijper TBM draait het om de productie van een uiterst robuuste messenkooi – doorgaans vervaardigd uit zeer sterke staalplaat met nauwkeurig gepositioneerde behuizingen voor de schijfmessen – en een krachtig hoofdlagersamenstel dat enorme stuwkrachten kan overbrengen terwijl het continu draait. Schijffrezen op hardsteenmachines zijn nauwkeurig vervaardigde hardmetalen componenten die moeten worden vervaardigd met nauwe maattoleranties om een gelijkmatige slijtage over het snijvlak te garanderen.
Aardedrukbalansmachines (EPB).
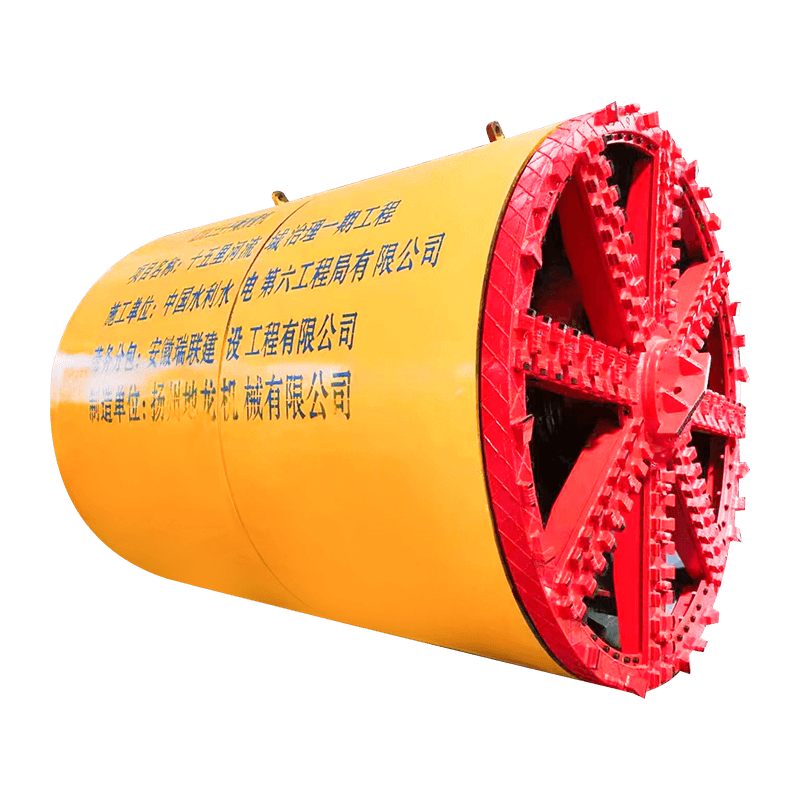
EPB-machines zijn het werkpaard bij het graven van stedelijke tunnels in zachte grond, gemengde grond en watervoerende omstandigheden. Ze gebruiken het uitgegraven materiaal zelf – geconditioneerd met schuim-, polymeer- of bentonietadditieven – om de druk op het oppervlak te behouden en grondafzetting boven de tunnel te voorkomen. De complexiteit van de productie van een EPB-TBM concentreert zich op het schroeftransportsysteem dat de materiaalextractiesnelheid regelt om de vlakdruk in evenwicht te brengen, het schuiminjectiesysteem dat in de snijkop is geïntegreerd en het schildlichaam dat de volledige grond- en waterdruk van de omringende grond moet kunnen weerstaan. De geometrie van de messenkooien voor EPB-machines verschilt fundamenteel van die van hardsteenontwerpen: er zijn schrapers, emmerscheppen en bodemconditioneringspoorten in verwerkt in plaats van behuizingen voor de schijfmessen.
Slurry Shield TBM's
Drijfmest-TBM's worden gebruikt in losse, met water verzadigde grond waar zelfs EPB-oppervlakteconditionering onvoldoende is om de stabiliteit te behouden. Ze handhaven de vlakdruk met behulp van een bentonietslurry onder druk die de uitgravingskamer vult, ondersteund door een schot achter de snijkop. Drijfmest wordt via een pijpleiding naar de oppervlakte gepompt, in een scheidingsinstallatie verwerkt om afval te verwijderen en terug naar de stort gerecirculeerd. De TBM-productie voor slurrymachines omvat de productie van de scheidingsinstallatie als onderdeel van de totale systeemomvang – een extra technische uitdaging waarbij naast de machine zelf ook hydrocyclonen, centrifuges en slurrypompinfrastructuur betrokken zijn.
TBM's met gemengde grond en variabele dichtheid
Enkele van de meest complexe TBM's die ooit zijn vervaardigd, zijn machines die zijn ontworpen voor omstandigheden met gemengd oppervlak: tunnels die door zowel rots als zachte grond gaan binnen dezelfde tunneldoorsnede, of die overgang tussen harde rots- en zachte grondzones langs het traject. Deze TBM's met variabele dichtheid of gemengde grond moeten zowel schijfmessen als snijgereedschappen voor zachte grond in dezelfde messenkooi bevatten, met converteerbare graafkamers die tijdens het rijden kunnen schakelen tussen EPB- en hardsteenmodi. Het vervaardigen van deze machines vereist het oplossen van gelijktijdige conflicterende ontwerpvereisten die de TBM-engineering tot het uiterste drijven.
Kerncomponenten vervaardigd in elke TBM
Ongeacht het type deelt elke tunnelboormachine een reeks fundamentele subsystemen die moeten worden ontworpen en vervaardigd om samen te werken als een nauwkeurig geïntegreerd systeem. Het begrijpen van deze kerncomponenten verklaart waarom de productie van TBM’s technisch zo veeleisend en tijdrovend is.
| Onderdeel | Functie | Belangrijke productie-uitdaging |
| Snijkop | Graaft het tunnelvlak uit door tegen rotsen of grond te draaien | Structurele integriteit onder gecombineerde stuwkracht- en koppelbelastingen; Nauwkeurigheid van positionering van het snijgereedschap |
| Hoofdlagersamenstel | Ondersteunt de messenkooi en brengt stuwkracht en koppel over | Levensduur van lagers onder aanhoudende hoge belasting; afdichting tegen bodemverontreiniging |
| Schild lichaam | Beschermt werknemers en apparatuur; biedt structurele huisvesting | Precisierondheid voor segmenterectie; weerstand tegen gronddruk |
| Stuwkrachtcilindersysteem | Stuwt de machine vooruit tegen geïnstalleerde tunnelbekleding | Gesynchroniseerde slagcontrole over alle cilinders; betrouwbaarheid van de afdichting |
| Segment-oprichter | Kiest en installeert prefab betonnen bekledingssegmenten | Positioneringsnauwkeurigheid; betrouwbaarheid van het vacuümsysteem; laadvermogen |
| Aandrijfmotoren en versnellingsbakken | Bekrachtig de rotatie van de messenkooi | Vermogensdichtheid in besloten ruimte; thermisch beheer |
| Hydraulische krachteenheid | Voedt alle hydraulische systemen aan, inclusief stuwkracht en erector | Systeemintegratie; ontslag; warmteafvoer in besloten ruimtes |
| Controle- en geleidingssysteem | Navigeer door het tunneluitlijning en bewaakt alle systemen | Nauwkeurigheid in een ondergrondse omgeving zonder GPS; realtime data-integratie |
Het TBM-productieproces stap voor stap
Het productieproces van een tunnelboormachine, vanaf de gunning van het contract tot de fabrieksacceptatietest, is een langdurig engineering- en productieprogramma dat uit meerdere fasen bestaat. Als u de volgorde begrijpt, wordt duidelijk waarom de levertijden van TBM's doorgaans 12 tot 24 maanden bedragen, zelfs voor ervaren fabrikanten met gevestigde toeleveringsketens.
Fase 1 — Analyse van geotechnische en projectvereisten
Voordat er ook maar één onderdeel wordt ontworpen, voert het engineeringteam van de TBM-fabrikant een gedetailleerde analyse uit van de door de klant aangeleverde geotechnische onderzoeksgegevens. Dit omvat boorgatlogboeken, gesteentesterkteparameters, grondwaterdrukprofielen, abrasiviteitstestresultaten en gegevens over de gronddoorlaatbaarheid langs het gehele tunneltraject. Deze analyse is rechtstreeks bepalend voor het ontwerp van de messenkooi, de afmetingen van het stuwkrachtsysteem, de lagerspecificaties en de configuratie van het grondconditioneringssysteem. Een machine die is ontworpen op basis van onnauwkeurige of onvoldoende grondgegevens zal ondermaats presteren of falen – de geotechnische analyse is de basis waarop het hele ontwerp is gebouwd.
Fase 2 — Aangepaste engineering en ontwerp
Nu de bodemomstandigheden zijn vastgesteld, ontwikkelt het engineeringteam het volledige TBM-ontwerp met behulp van geavanceerde 3D CAD-software en eindige-elementenanalyse. Het structurele ontwerp van de messenkooi wordt geanalyseerd voor gecombineerde stuwkracht- en koppelbelastingscenario's. Berekeningen van de levensduur van hoofdlagers worden uitgevoerd met behulp van de ISO 281-theorie van de lagerlevensduur, aangepast voor TBM-specifieke belastingspectra. De rondheidstoleranties van het schildlichaam worden ingesteld op basis van de geometrie van de segmentvoering. Elke grote las in de structurele fabricage wordt ontworpen en gedocumenteerd volgens relevante structurele codes. Deze ontwerpfase alleen al duurt doorgaans drie tot vijf maanden voor een TBM met grote diameter en levert tienduizenden technische tekeningen en specificaties op.
Fase 3 — Materiaalinkoop en toeleveringsketen
De productie van TBM's vereist een enorm scala aan gespecialiseerde materialen en componenten, waarvan er vele een lange levertijd hebben. Constructiestalen plaat met hoge sterkte voor de messenkooi en het schildlichaam, draaikranslagers met een grote diameter, planetaire tandwielkasten met hoog koppel, hydraulische cilinders die zijn vervaardigd volgens nauwkeurige slag- en drukspecificaties, en gespecialiseerde afdichtingssystemen vereisen allemaal een vroege aanschaf om vertraging bij de fabricage te voorkomen. Het hoofdlagersamenstel – een enorme draaikrans die voor een grote TBM een diameter kan hebben van meer dan drie meter – heeft vaak een op zichzelf staande productietijd van zes tot negen maanden en is doorgaans het kritieke pad in het gehele leveringsschema van de TBM.
Fase 4 — Structurele fabricage
De structurele fabricage van een TBM omvat het snijden, vormen en lassen van zware stalen plaatsecties in de belangrijkste structurele samenstellen: de snijkop, het voorschild, het achterschild en de componenten van het sleeptandwiel. Dit werk wordt uitgevoerd door gecertificeerde structurele lassers met behulp van vooraf gekwalificeerde lasprocedures en geïnspecteerd door middel van niet-destructieve tests, waaronder ultrasoon, magnetisch deeltjes- en radiografisch onderzoek. Controle op de afmetingen tijdens de fabricage is van cruciaal belang; het schildlichaam moet rond zijn tot binnen nauwe toleranties, zodat tunnelbekledingssegmenten kunnen worden geïnstalleerd met een consistente spleetgeometrie. Grote structurele assemblages worden na de fabricage machinaal bewerkt om de vereiste grensvlaktoleranties op de pasvlakken te bereiken.
Fase 5 — Mechanische en hydraulische montage
Nadat de structurele fabricage is voltooid, wordt de machine geleidelijk geassembleerd met zijn mechanische, hydraulische en elektrische systemen. Het hoofdlager wordt volgens specificatie geïnstalleerd en aangedraaid. Aandrijfmotoren en tandwielkasten worden gemonteerd en uitgelijnd. Het stuwkrachtcilindersysteem is geïnstalleerd en alle cilinders worden afzonderlijk op druk getest voordat ze op het hydraulische aggregaat worden aangesloten. De segmentrichtarm wordt gemonteerd en het bereik, de snelheid en het draagvermogen worden gecontroleerd. Het besturingssysteem is bedraad en geïntegreerd, waarbij alle sensoringangen en actuatoruitgangen worden geverifieerd aan de hand van de besturingslogica-documentatie. Deze assemblagefase vergt veel geschoolde arbeid. Voor TBM-assemblage zijn technici nodig die de volledige systeemintegratie begrijpen, en niet alleen de installatie van individuele componenten.
Fase 6 — Fabrieksacceptatietests
Voordat een TBM de fabriek verlaat, ondergaat deze een uitgebreide Factory Acceptance Test (FAT), waarbij de klant en zijn technische vertegenwoordigers aanwezig zijn. De FAT verifieert dat alle systemen onder gecontroleerde omstandigheden volgens de specificaties functioneren: rotatiesnelheid en koppel van de messenkooi, kracht en slag van de stuwcilinder, bereik en laadvermogen van de segmentrichter, druk en stroom van het hydraulisch systeem, werking van het elektrisch systeem en reactie van het regelsysteem. Het geleidingssysteem is gekalibreerd en geverifieerd. Eventuele tekortkomingen die tijdens de FAT worden vastgesteld, moeten worden gecorrigeerd voordat de machine wordt goedgekeurd voor verzending. Het FAT-record wordt onderdeel van de permanente documentatie van de machine en er wordt gedurende de hele levensduur van de machine naar verwezen.

Precisie-engineeringnormen bij de productie van TBM's
De precisie-eisen van de TBM-productie zijn vergelijkbaar met die van zwaar lucht- en ruimtevaart- en defensiematerieel. Deze toleranties zijn niet willekeurig: ze zijn rechtstreeks van invloed op het vermogen van de machine om een tunnel te bouwen volgens de gespecificeerde uitlijning, bekledingssegmenten zonder schade te installeren en waterdichte verbindingen tussen segmenten te handhaven gedurende de levensduur van de tunnel.
- Rondheid van de snijkop: De buitendiameter van de messenkooi moet binnen ±2–3 mm van de nominale boringdiameter liggen om de ontworpen overcut te behouden en te voorkomen dat het schild in de grond bekneld raakt. Het bereiken van deze tolerantie in een gefabriceerde staalconstructie met een diameter van vijf tot twaalf meter vereist een zorgvuldige volgorde van de laswerkzaamheden om vervorming en machinale bewerking na het lassen van kritische interface-oppervlakken te beheersen.
- Bewerking van hoofdlagerzittingen: De behuizingsboring en de astap die het hoofdlagersamenstel positioneren, moeten worden bewerkt met toleranties in het bereik van IT6–IT7 (0,010–0,025 mm) en worden geïnspecteerd met behulp van precisiecoördinatenmeetmachines. Een onjuiste geometrie van de lagerzitting verkort de levensduur van de lagers dramatisch en kan voortijdige vermoeidheidsschade diep onder de grond veroorzaken – een extreem duur en tijdrovend reparatiescenario.
- Rondheid van het schildlichaam: De voorste en achterste schildsegmenten moeten worden geassembleerd en bewerkt met een rondheidstolerantie, doorgaans binnen 5-10 mm over de volledige diameter, waarbij ervoor wordt gezorgd dat de ringvormige opening tussen het schild en de geïnstalleerde voeringsegmenten consistent is rond de omtrek. Deze consistentie is van cruciaal belang voor de effectiviteit van de staarthuidafdichting; de borstels en het vet dat de opening tussen de schildstaart en de voering afdicht, moeten gelijkmatig contact maken om het binnendringen van grondwater te voorkomen.
- Synchronisatie van de slagcilinder: In een grote boormachine moeten 30 tot 50 afzonderlijke stuwkrachtcilinders in nauwkeurig gecoördineerde groepen uit- en intrekken om de stamp- en gierbeweging van de machine te controleren terwijl deze langs het tunneluitlijning stuurt. De cilinders moeten worden vervaardigd met consistente slagtoleranties en het besturingssysteem moet worden gekalibreerd om de positiesynchronisatie binnen enkele millimeters over de volledige cilinderslag te behouden.
- Positie schijffreesbehuizing: Op hardstenen TBM's moet de positie van elke schijffreesbehuizing in het snijvlak nauwkeurig worden ingesteld op de ontworpen snijradius, zodat alle frezen op dezelfde radius dezelfde groef in de rotswand volgen. Positiefouten in de afstand tussen de messen veroorzaken overbelaste individuele messen en versnelde slijtage, waardoor de levensduur van de messen wordt verkort en de frequentie van tijdrovende freeswisselingen onder de grond toeneemt.
Sleuteltechnologieën die de moderne TBM-productie aandrijven
De stand van de techniek op het gebied van de productie van tunnelboormachines is de afgelopen decennia aanzienlijk vooruitgegaan, gedreven door de eisen van steeds uitdagender wordende tunnelprojecten en de integratie van digitale engineeringtools die niet beschikbaar waren voor eerdere generaties TBM-ontwerpers.
Digitale tweeling en simulatie
Toonaangevende TBM-fabrikanten ontwikkelen nu volledige digitale twin-modellen van elke machine voordat de fabricage begint. Deze modellen integreren structurele analyse, hydraulische systeemsimulatie en besturingslogica-modellering om de systeemprestaties te verifiëren over het volledige scala aan bedrijfsomstandigheden die bij het specifieke project worden verwacht. Met digitale tweelingen kunnen ingenieurs interfaceconflicten identificeren, de positionering van componenten optimaliseren en foutscenario's simuleren voordat er ook maar één stuk staal wordt gesneden. Tijdens bedrijf kan de digital twin continu worden bijgewerkt met echte machinegegevens ter ondersteuning van voorspellend onderhoud en probleemoplossing vanuit het technische centrum van de fabrikant, waar ook ter wereld.
Geavanceerde snijkopmaterialen en slijtagebescherming
Slijtage van de messenkoppen is een van de belangrijkste factoren die de voortgang van de TBM beperken en de onderhoudskosten in abrasieve grond verhogen. De moderne TBM-productie omvat geavanceerde slijtagebeschermingsstrategieën, waaronder slijtknoppen van wolfraamcarbide, een chroomcarbide-overlayplaat en slijtinzetstukken van keramisch composiet in de zones met de hoogste slijtage van de messenkooi. De selectie en plaatsing van slijtagebescherming wordt nu geanalyseerd met behulp van computationele vloeistofdynamica en discrete elementmodellering om slijtagepatronen voor de specifieke bodem- en rotsomstandigheden van het project te voorspellen, waardoor bescherming kan worden geconcentreerd waar deze het meest nodig is in plaats van uniform te worden toegepast.
Geautomatiseerd lassen en robotfabricage
Hoewel een groot deel van de TBM-fabricage nog steeds afhankelijk is van zeer bekwame handmatige lassers, heeft de integratie van geautomatiseerde lassystemen de lasconsistentie en productiviteit bij lasverbindingen met grote volumes verbeterd. Robotachtige lascellen worden gebruikt voor repetitieve structurele lassen in schildlichaamspanelen en spaaksecties waarbij een consistente lasgeometrie van cruciaal belang is. Ondergedompeld booglassen wordt veel gebruikt voor zware stomplassen in dikke plaatdelen, waardoor diepe penetratie en hoge depositiesnelheden met betrouwbare kwaliteit worden bereikt. Dankzij deze geautomatiseerde processen kunnen ervaren lassers zich concentreren op complexe toegangsverbindingen waar hun expertise de meeste waarde toevoegt.
Realtime prestatiebewakingssystemen
Hedendaagse TBM's zijn uitgerust met honderden sensoren die alles monitoren, van de kracht van de individuele stuwkrachtcilinder tot de temperatuur van het hoofdlager, het koppel van de messenkooi, de druk op het vlak, de injectiedruk van het staartafdichtingsvet en de positie van de segmentoprichter. Deze gegevens worden in realtime geregistreerd, aan de operator getoond, naar het kantoor van de projectingenieur verzonden en in veel gevallen veilig gedeeld met het engineeringteam van de TBM-fabrikant. De mogelijkheid om de prestaties van machines op afstand te monitoren heeft de manier veranderd waarop fabrikanten hun apparatuur in het veld ondersteunen, waardoor een snelle diagnose van opkomende problemen mogelijk wordt voordat deze uitgroeien tot kostbare storingen.
Wereldwijde TBM-fabrikanten en waar ze hun machines bouwen
De TBM-productie-industrie is geconcentreerd onder een klein aantal grote internationale fabrikanten, elk met gespecialiseerde technische capaciteiten en productiefaciliteiten die in staat zijn de grootste en meest complexe machines ter wereld te produceren.
- Herrenknecht AG (Duitsland): 's Werelds grootste TBM-fabrikant qua volume en omzet, met hoofdkantoor in Schwanau, Duitsland. Herrenknecht produceert het volledige assortiment TBM-types, van kleine microtunnelingmachines tot slurry- en EPB-machines met grote diameter, met grote productiefaciliteiten in Duitsland en assemblageactiviteiten over de hele wereld. Ze hebben machines geleverd voor enkele van 's werelds meest uitdagende tunnelprojecten, waaronder de Gotthard-basistunnel en talloze metrosystemen in Azië en het Midden-Oosten.
- De Robbins Company (VS): Robbins, een van de oudste en meest legendarische namen in de productie van TBM's, was een pionier op het gebied van hardrock-TBM-technologie en blijft een leider op het gebied van grootlichtgrijper-TBM's voor rotstunneling. Ze produceren en renoveren machines in faciliteiten in de Verenigde Staten en beschikken over een wereldwijd service- en ondersteuningsnetwerk voor hun apparatuur die wereldwijd in gebruik is.
- NFM Technologies (Frankrijk, onderdeel van Bouygues-groep): Een Franse TBM-fabrikant met sterke expertise op het gebied van stedelijke tunnelbouwmachines met grote diameter, met name mestschild- en EPB-types voor uitdagende Europese en internationale projecten. NFM heeft machines geleverd voor grote metroprojecten in Parijs, Rome en in heel Zuidoost-Azië.
- CREG — China Railway Engineering Equipment Group: De CREG, de grootste TBM-fabrikant van China en nu qua volume een van de grootste ter wereld, heeft haar engineering- en productiecapaciteiten snel ontwikkeld door een combinatie van gelicentieerde technologie en binnenlandse O&O-investeringen. De CREG levert het merendeel van de TBM's die worden gebruikt in de grootschalige bouwprogramma's voor metro- en hogesnelheidsspoortunnels in China, en is begonnen met de export naar internationale markten.
- Kawasaki Heavy Industries en Mitsubishi Heavy Industries (Japan): Beide Japanse engineeringconglomeraten hebben een lange geschiedenis in de productie van TBM's, voornamelijk voor de binnenlandse Japanse markt en geselecteerde exportprojecten. De Japanse TBM-productie staat bekend om de extreem hoge bouwkwaliteit en precisie, met bijzondere kracht in de schildmachinetechnologie voor stedelijke tunnelbouw op zachte grond.
- Caterpillar (Lovat-divisie, Canada): Caterpillar heeft Lovat, een Canadese TBM-fabrikant, overgenomen en blijft EPB- en mestmachines produceren onder de merknaam Caterpillar-tunneling. Hun machines worden veel gebruikt in Noord-Amerikaanse infrastructuurtunnelprojecten, waaronder watervoorziening en stedelijk vervoer.
TBM-renovatie en -herfabricage
Een belangrijk en groeiend segment van de TBM-productie-industrie is de renovatie en revisie van gebruikte machines voor nieuwe tunnelprojecten. Gezien de enorme kosten van een nieuwe TBM – een machine met een grote diameter kan $15 miljoen tot $50 miljoen USD of meer kosten – beoordelen projecteigenaren en aannemers gereviseerde machines steeds vaker als een kosteneffectief alternatief wanneer de projectomstandigheden compatibel zijn met de specificaties van een bestaande machine.
TBM-renovatie omvat doorgaans demontage van alle belangrijke systemen, inspectie en vervanging van slijtageonderdelen, revisie van structurele assemblages, revisie van het hoofdlager, vervanging van hydraulische afdichtingen en cilinders, en volledige herbouw van de elektrische en controlesystemen. Bij grotere renovatieprojecten kan de messenkooi worden geherstructureerd om de indeling van de messen aan te passen aan verschillende bodemomstandigheden, of de schilddiameter kan enigszins worden aangepast door het toevoegen of verwijderen van stalen inzetstukken in de huidplaat. Een goed uitgevoerde renovatie kan de levensduur van de machine verlengen met nog een volledig project en soms zelfs met meer, tegen een fractie van de kosten van een nieuwe machine.
Uitdagingen en toekomstige trends in de productie van tunnelboormachines
De TBM-productie wordt geconfronteerd met een reeks voortdurende technische en commerciële uitdagingen die bepalend zijn voor de manier waarop de industrie zich het komende decennium ontwikkelt. De vraag naar grotere, diepere en meer geautomatiseerde tunneloplossingen verlegt de grenzen van wat de huidige TBM-technologie kan bereiken en stimuleert aanzienlijke R&D-investeringen in de hele sector.
- Toenemende machinediameter: De trend naar grotere tunneldiameters voor snelweg- en gecombineerde metro-/wegtunnels leidt tot de productie van machines van buitengewone omvang. Machines met een diameter groter dan 15 meter brengen structurele en logistieke uitdagingen met zich mee die nieuwe technische oplossingen vereisen. Het transporteren, assembleren en lanceren van dergelijke machines in de beperkte ruimte van een lanceerschacht vereist een zorgvuldige planning in elke fase van het productie- en leveringsproces.
- Geautomatiseerde snijwisselsystemen: Bij het vervangen van schijffrezen op TBM's in hard gesteente moeten werknemers de graafkamer onder atmosferische of onder druk staande omstandigheden betreden om versleten messen handmatig te vervangen – een van de meest veeleisende en gevaarlijke taken bij het tunnelen. Verschillende fabrikanten ontwikkelen robotsystemen voor het wisselen van messen die dit werk op afstand kunnen uitvoeren, waardoor de blootstelling van werknemers aan de gevaarlijke graafomgeving onder druk wordt geëlimineerd. Het ontwikkelen van manipulatoren die snijgewichten van meer dan 200 kg kunnen hanteren in besloten, natte, vervuilde ruimtes is een aanzienlijke technische uitdaging.
- Elektrificatie van aandrijfsystemen: De toenemende regeldruk op de ondergrondse luchtkwaliteit en koolstofemissies versnelt de ontwikkeling van volledig elektrische TBM-aandrijfsystemen die hydraulische olie en dieselgebaseerde energie uit de machine elimineren. Elektrische messenkooimotoren met directe aandrijving, elektrische stuwkrachtcilinderactuators en tunnellogistiek op batterijen of op het elektriciteitsnet worden allemaal actief ontwikkeld door grote fabrikanten.
- Veerkracht van de toeleveringsketen: De mondiale verstoringen van de afgelopen jaren hebben kwetsbaarheden blootgelegd in de uitgebreide toeleveringsketens waarvan TBM-fabrikanten afhankelijk zijn – met name voor lagers met grote diameter, gespecialiseerde hydraulische componenten en elektronische controlesystemen. Fabrikanten werken er actief aan om alternatieve leveranciers te kwalificeren, de strategische componentenvoorraad te vergroten en in sommige gevallen de voorheen uitbestede componentenproductie in eigen beheer te brengen om de blootstelling aan verstoring van de toeleveringsketen te verminderen.
- AI-ondersteunde begeleiding en autonome werking: De integratie van kunstmatige intelligentie in TBM-geleidings- en controlesystemen is een actief ontwikkelingsgebied. Machine learning-modellen die zijn getraind op historische projectgegevens kunnen de stuurparameters optimaliseren, de bouwkwaliteit van de voeringringen voorspellen en operators waarschuwen voor zich ontwikkelende bodemomstandigheden voordat deze operationele problemen veroorzaken. Volledig autonome TBM-operatie blijft een doel voor de langere termijn, maar stapsgewijze automatisering van routinematige operationele taken wordt al ingezet bij huidige projecten.
Laatste gedachten over TBM-productie
De productie van tunnelboormachines bevindt zich op het kruispunt van bouwtechniek, precisiebewerking, hydraulica, elektronica en materiaalkunde – en dat op een schaal die maar weinig andere industrieën kunnen evenaren. Elke TBM die een fabriek verlaat, is een op maat gemaakte oplossing voor een specifieke reeks geologische en projectuitdagingen, en de kwaliteit van die techniek en productie komt uiteindelijk tot uiting in hoe betrouwbaar de machine door de aarde boort, hoe consequent hij een hoogwaardige tunnelbekleding installeert, en hoe veilig hij werknemers aan het einde van elke dienst naar huis brengt.
Terwijl de mondiale vraag naar infrastructuur de investeringen in ondergrondse constructies blijft stimuleren, gaan TBM-fabrikanten een opwindende en veeleisende toekomst tegemoet: ze leveren machines van steeds grotere omvang, complexiteit en technologische verfijning, terwijl ze de toeleveringsketens beheren, de volgende generatie ingenieurs en fabrikanten ontwikkelen en digitale technologieën integreren die zullen bepalen hoe tunnelboren er de komende halve eeuw uit zal zien. Voor iedereen die betrokken is bij tunnelbouw, aanbesteding of projectontwikkeling is het begrijpen van hoe deze buitengewone machines worden ontworpen en gebouwd van fundamenteel belang om weloverwogen beslissingen te kunnen nemen over een van de meest complexe en consequente bouwmachines die ooit zijn gemaakt.










